ماكينة ضغط الألمنيوم




- ruijia
- جيانغسو
- 20 يوم
- 100 مجموعات / شهر
نحن موردون محترفون لمعدات بثق المعادن، يمكننا أن نصنع لك برنامجًا كاملاً، ونحتاج منك فقط تقديم المعلومات التالية:
1. الرسم.
2. متطلبات المواد المنتج.
3. استخدام المنتج.
4. الإخراج.
![]()

مقدمة المنتج آلة البثق:
يتم توصيل مجموعة الأسطوانة الرئيسية ومجموعة العارضة الأمامية للطارد بواسطة أربعة أعمدة شد Φ170mm. يتم تشغيل العارضة المتحركة، وأسطوانة الضغط، ومغذي المغزل، وجهاز تغيير القالب، والقص الرئيسي مع تقليل الضغط التلقائي، والجهاز الهيدروليكي بواسطة قضيب الضغط. يتم دعم الطارد بقاعدة من البناء الفولاذي الملحوم.
1. مجموعة الاسطوانة الرئيسية:
تم تجهيز الأسطوانة الرئيسية والجانبية بغطاسات رئيسية أحادية الفعل ومزدوجة الفعل، على التوالي. تستخدم البطانات الخاصة بهذه الأسطوانات غلافًا نحاسيًا مصنوعًا من مادة 6-6-3 (باستخدام عملية تركيب بدرجة حرارة منخفضة)، بينما يتم إغلاق المكبس الرئيسي بحلقة على شكل حرف V وجلبة نحاسية. اضبط الفجوة بين الحافة وشفة الأسطوانة لضمان دقة الختم. تم تجهيز الطرف الخلفي للأسطوانة الرئيسية بصمام تعبئة تدفق كبير لضمان تدفق زيت العمل بحرية من الخزان إلى الأسطوانة الرئيسية عندما يكون المكبس الرئيسي سريعًا للأمام. الأسطوانة الرئيسية مصنوعة من الفولاذ المطروق 35#، في حين أن المكبس الرئيسي مصنوع من سبائك الحديد الزهر ومصقول.
2. مجموعة العارضة الأمامية وجهاز تغيير القالب:
الشعاع الأمامي مصنوع من الفولاذ المصبوب عالي الجودة 35#. يعتمد مقعد القالب وضعين للعمل: وضع البثق ووضع التنظيف. انزلاق في الشعاع الأمامي، يتم تشغيله بواسطة أسطوانة هيدروليكية مزدوجة الفعل.
3. الشعاع المتحرك الرئيسي وتكوين القضيب المبثوق:
يتم تثبيت قضيب البثق بقوة على الطرف الأمامي للشعاع المتحرك بواسطة غدة قضيب الضغط. يكون دليل العارضة المتحرك مسطحًا بواسطة السكة السفلية، وتكون السكة العلوية مائلة، ويتم دعمها وتوجيهها بواسطة القاعدة على نطاق الشوط بأكمله.
4. مجموعة اسطوانة البثق:
تتكون مجموعة أسطوانة البثق من غلاف أسطوانة الضغط، ومقاومة التسخين، وما شابه. يعتمد دليل أسطوانة البثق السكة السفلية كنوع مسطح، والسكة العلوية هي نوع مائل، يتم دعمه وتوجيهه بواسطة القاعدة على نطاق الشوط بالكامل، بحيث تظل حركة أسطوانة البثق سلسة. يتم تشغيل برميل البثق بواسطة أسطوانتين (أو أربع) أسطوانات مدمجة في العارضة الخلفية.
5. مقص:
يتم تركيب المقص العمودي داخل العارضة الأمامية. يعمل جهاز تبطين الضغط الذي يعمل بالأسطوانة على فصل الضغط والوجه النهائي للقالب بشكل كامل. الأسطوانة الهيدروليكية التي تحرك المقص تكون على مسافة كبيرة من برميل البثق، القالب، وعناصر التسخين الأخرى، لذلك لا يتم تسخين أختام الأسطوانة الهيدروليكية للحفاظ على عمر خدمة طويل.
6. الناقل:
يتم توصيل الحامل بالإطار الرئيسي للطارد. يتم تشغيلها بواسطة أسطوانة هيدروليكية ويتم قفلها بشكل محوري بآلية كتلة دعم على شكل حرف V لضمان بقاء السبيكة في المركز أثناء عملية التحميل.
7. نظام تسخين أنبوب الضغط:
يتم تسخين برميل البثق بواسطة عنصر تسخين مقاوم خارجي (في الخط أو على شكل حلقة). تنقسم عناصر التسخين إلى ثلاث مجموعات ويتم التحكم فيها تلقائيًا عن طريق النجمة والمثلث للحفاظ على أسطوانة البثق بدرجة حرارة تشغيل دقيقة.
8. النظام الهيدروليكي:
يتم توفير الطاقة الهيدروليكية للطارد من خلال مضخة كباس للتحكم النسبي الكهروهيدروليكي ومضخة مساعدة ريشة كمية. يتم التحكم في كمية الزيت التي يتم توصيلها إلى المضخة الرئيسية بواسطة جهاز محدد مسبقًا. يتم استخدام صمام الفحص وصمام التفريغ وصمام التنفيس والصمام المنطقي ومحطة صمام الكتلة المركزية لتشكيل خط بسيط لتجنب تسرب الزيت. يتمتع صمام سلسلة لو بميزة التحكم في الضغط العالي والتدفق الكبير بدون تأثير. جميع خطوط الضغط العالي مصنوعة من أنابيب فولاذية غير ملحومة مع وصلة شفة وجهاً لوجه بحلقة على شكل حرف O أو وصلة ملولبة بخيط عميق.
يتم تركيب صمام الشفط (صمام الفراشة) للأسطوانة الرئيسية خارج خزان الوقود، بحيث لا يكون من الضروري تهوية خزان الوقود أثناء الصيانة.
9. التشحيم:
إن الشعاع المتحرك للأسطوانة الرئيسية وأسطوانة البثق عبارة عن أجهزة تشحيم ذاتي. يتم تشحيم المقص وقواعد القالب يدويًا.
10. التبريد:
يمكن اختيار مبادل الألواح وفقًا لمتطلبات العملاء أو يمكن تركيب معدات تبريد الزيت الخاصة المستقلة لضمان أن درجة حرارة الزيت تلبي متطلبات الطارد.
11. العملية:
1. دورة البثق:
يسمح التحكم في البثق باستخدام دورات متكررة أوتوماتيكية بالكامل أو دورات أوتوماتيكية شبه مستمرة. يمكن للطارد توفير دورات التشغيل التالية:
1) حلقة تعتمد على اختيار وضع التحكم:
دليل
ب. دورة تلقائيًا (تبدأ من أنبوب البثق):
2) سرعة البثق (سرعة ثابتة اختيارية):
يمكن تعديل سرعة البثق من صفر سرعة بدون خطوات إلى قيمة السرعة القصوى عن طريق جهاز محدد مسبقًا على شاشة التشغيل. في الدورة الأوتوماتيكية، يمكن برمجة سرعة البثق لتحديد سرعة التعبئة، سرعة البثق ونسبة التخفيض.
3) التحكم في درجة حرارة برميل البثق:
4)تم تجهيز السخان الموجود في أسطوانة البثق بمزدوجة حرارية. وفقا لإشارة المزدوجة الحرارية، يتم إدخال الطاقة الكهربائية إلى التدفئة، ويتم التحكم في درجة الحرارة عن طريق جهاز شامل لعرض كل درجة حرارة.
5) التحكم الأمني:
يحتوي التحكم في الطارد على أقفال متشابكة لمنع تلف المعدات بسبب سوء التعامل. يتم توفير زر التوقف في حالات الطوارئ على لوحة التشغيل.
12. المعلمات التقنية للجزء الكهربائي:
1) سعة الإدخال والجهد.
أ) جهد الإدخال: تيار متردد 380 فولت، 3 مراحل، 50 هرتز
ب) حلقة التحكم: تيار متردد 220 فولت، مرحلة واحدة، 50 هرتز
2) التأريض:
محايد ----------- ذو أرضية ثابتة
3) نظام إمداد الطاقة، 380 فولت تيار متردد، ثلاثي الطور، 50 هرتز، السعة (حسب حجم الجهاز)
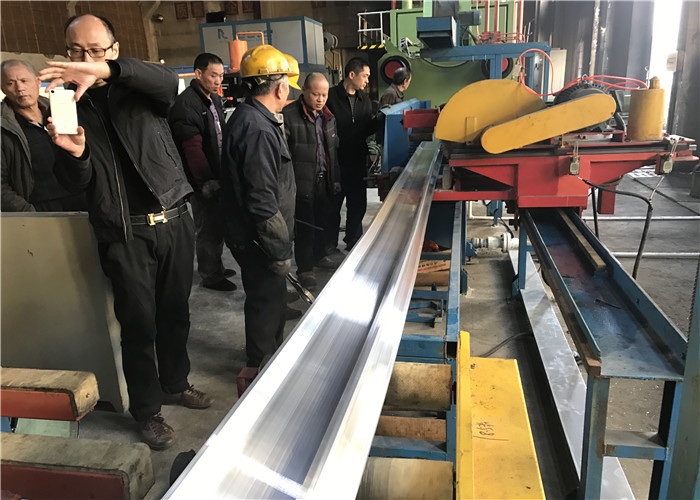
يستخدم العملاء آلة البثق الخاصة بنا لضغط المغنيسيوم:

يستخدم العملاء آلة البثق الخاصة بنا للضغط على الألومنيوم:

يستخدم العملاء الطارد الخاص بنا للضغط على الفضة:

مرحبًا بكم في الاستشارة، سيوفر لك فريقنا الفني الخدمة الأكثر احترافية وعناية!